- Инструмент и оснастка для термического сверления с последующим нарезанием резьбы.Общая информация.
- Таблица 1. Селектор инструмента Form Drill.
- Таблица 2. Подбор диаметра термосверла под необходимый размер отверстия под резьбу в мм.
- Таблица 3. Необходимые характеристики оборудования ([об/мин], [кВт] / [л.с.]).
- Таблица 4. Максимальная толщина обрабатываемой стенки.
- Таблица 5. Режимы формирования резьбы.
- Таблица 6. Результаты испытаний FORMDRILL.
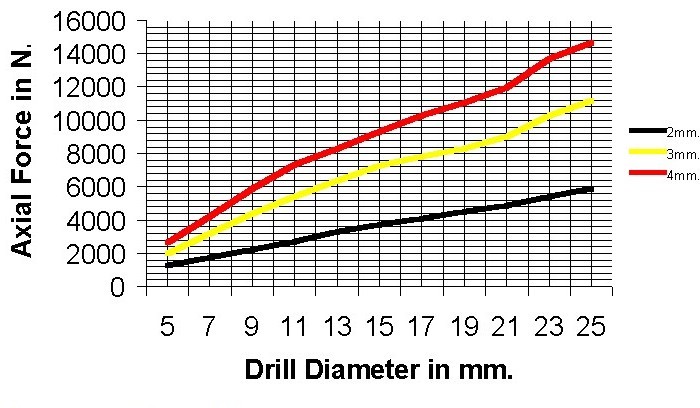
- График 1. Аксиальная скорость для обработки низкоуглеродистой стали.
Инструмент и оснастка для термического сверления с последующим нарезанием резьбы.Общая информация. | Каталоги системы термического сверления FormDrill | | Название каталога | Формат | Ссылка на скачивание
| Полная информация по FormDrill
| рус / pdf / zip
|  скачать скачать | Термическое сверление - процесс пластического формирования сквозного отверстия в тонкостенной металлической заготовке при помощи нагрева за счет трения инструмента о заготовку. В процессе термического сверления в заготовке вокруг формируемого сквозного отверстия с обеих сторон образуются кольцевые буртики. Основным инструментом в процессе пластического формирования отверстия является наконечник. Он может использоваться на любом сверлильном, фрезерном станке или обрабатывающем центре с ЧПУ. В сочетании с главным вращательным и поступательным движением подачи наконечника за счет трения о заготовку происходит нагрев инструмента и заготовки до высоких температур, которые могут достигать 900°C для инструмента и 700°C для заготовки. Для предотвращения перегрева наконечника и оснастки используется специальный цанговый патрон, снабженный охлаждающим радиатором. ") Благодаря высокой температуре материал заготовки становится пластичным, позволяя инструменту сформировать в тонкой стенке с обеих сторон кольцевой буртик, который в 3 раза больше первичной толщины металла. Таким образом, сформированные буртики идеально подходят для накатывания в них резьбы, так как получаемое количество витков и допускаемая нагрузка на резьбу значительно увеличиваются. Это является прекрасной альтернативой приваренным гайкам и резьбовым вставкам. Простота, универсальность и долговечность инструмента и оснастки, отсутствие бразования стружки при термическом сверлении позволяет эффективно применять данную технологию как при массовом производстве на автоматизированном оборудовании, а так и при опытных единичных испытаниях. Следующим шагом в формировании крепления тонкостенной детали является накатывание резьбы. Накатывание внутренней резьбы бесстружечными метчиками - это один из наиболее производительных способов образования резьбы в деталях без снятия стружки. Специальная геометрия бесстружечного метчика позволяет уменьшить трение и обеспечить легкий доступ смазочного материала в зону деформирования. Преимущества: формирование отверстий и резьбы без образования стружки высокая точность и низкая шероховатость отверстия и резьбы высокая производительность высокая стойкость инструмента (при соблюдении рекомендуемых режимов работы, наконечник - 10 000 отверстий, метчик - 20 000 отверстий) не требуется дополнительного спец. оборудования и может производиться на любом сверлильном или фрезерном станке высокая прочность резьбы
Таблица 1. Селектор инструмента Form Drill. Таблица 1. Селектор инструмента Form Drill. | Размер резьбы | Диаметр термосверла | Подбор вида термосверла от толщины материала: S=короткое сверло, SF=Короткое/Срезающее, L=Длинное сверло and LF=Длинное/Срезающее |
| Метрическая | Сталь | Нержавейка | толщина стенки 1 мм. | толщина стенки 2 мм. | толщина стенки 3 мм. | толщина стенки 4 мм. | толщина стенки 5 мм. | толщина стенки 6 мм. | толщина стенки 7 мм. | толщина стенки 8 мм. |
|---|
| M3X0.5 | 2.7 | 2.7 | S - SF | L - SF | L - LF |
|
|
|
|
| | M4X0.7 | 3.7 | 3.7 | S - SF | L - SF | L - LF | LF |
|
|
|
| | M5X0.8 | 4.5 | 4.6 | S - SF | S - SF | L - LF | LF |
|
|
|
| | M6X1.0 | 5.3 | 5.4 | S - SF | S - SF | L - LF | LF |
|
|
|
| | M8X1.25 | 7.3 | 7.4 | S - SF | S - SF | L - SF | L - LF | LF | LF |
|
| | M10X1.5 | 9.2 | 9.3 | S - SF | S - SF | S - SF | L - SF | L - LF | LF |
|
| | M12X1.75 | 10.9 | 10.9 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| | M14X2.0 | 13.0 | 13.0 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| | M16X2.0 | 14.8 | 14.8 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| | M18X2.5 | 16.7 | 16.7 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | L - LF | LF | | M20X2.5 | 18.7 | 18.7 | S - SF | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | L - LF | BSP |
|
|
|
|
|
|
|
|
|
| | 1/8BSP | 9.2 | 9.2 | S - SF | S - SF | S - SF | L - SF | L - LF | LF |
|
| | 1/4 BSP | 12.4 | 12.4 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| | 3/8 BSP | 15.9 | 15.9 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | L - LF | LF | | 1/2 BSP | 19.9 | 19.9 | S - SF | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | L - LF | | 3/4 BSP | 25.4 | 25.4 | S - SF | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | L - LF | | 1/1 BSP | 31.9 | 31.9 | S - SF | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | L - LF | UNC |
|
|
|
|
|
|
|
|
|
| | N°5 UNC (40) | 2.9 | 2.9 | S - SF | L - SF | L - LF |
|
|
|
|
| | N°6 UNC (32) | 3.1 | 3.1 | S - SF | L - SF | L - LF | LF |
|
|
|
| | N°8 UNC (32) | 3.8 | 3.8 | S - SF | L - SF | L - LF | LF |
|
|
|
| | N°10 UNC (24) | 4.3 | 4.3 | S - SF | S - SF | L - LF | LF |
|
|
|
| | N°12 UNC (24) | 4.9 | 4.9 | S - SF | S - SF | L - LF | LF |
|
|
|
| | 1/4 UNC (20) | 5.7 | 5.7 | S - SF | S - SF | L - LF | LF |
|
|
|
| | 5/16 UNC (18) | 7.2 | 7.2 | S - SF | S - SF | L - SF | L - LF | LF | LF |
|
| | 3/8 UNC (16) | 8.7 | 8.7 | S - SF | S - SF | S - SF | L - SF | LF | LF |
|
| | 7/16 UNC (14) | 10.2 | 10.2 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| | 1/2 UNC (13) | 11.7 | 11.7 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| | 9/16 UNC (12) | 13.2 | 13.2 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| | 5/8 UNC (11) | 14.7 | 14.7 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| | 3/4 UNC (10) | 17.8 | 17.8 | S - SF | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | L - LF | Метрическая с мелким шагом
|
|
|
|
|
|
|
|
|
|
| M6X0.75 | 5.6 | 5.6 | S - SF | S - SF | L - LF | LF |
|
|
|
| M6X0.5 | 5.8 | 5.8 | S - SF | S - SF | L - LF | LF |
|
|
|
| M8X1.0 | 7.5 | 7.5 | S - SF | S - SF | L - SF | L - LF | LF | LF |
|
| M8X0.75 | 7.6 | 7.6 | S - SF | S - SF | L - SF | L - LF | LF | LF |
|
| M10X1.25 | 9.3 | 9.3 | S - SF | S - SF | S - SF | L - SF | L - LF | LF |
|
| M10X1.0 | 9.5 | 9.5 | S - SF | S - SF | S - SF | L - SF | L - LF | LF |
|
| M12X1.5 | 11.2 | 11.2 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| M12X1.0 | 11.5 | 11.5 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| M16X1.5 | 15.2 | 15.2 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | L - LF | LF | M16X1.0 | 15.5 | 15.5 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | L - LF | LF | M18X1.5 | 17.2 | 17.2 | S - SF | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | L - LF | UNF |
|
|
|
|
|
|
|
|
|
| N°5 UNF (44) | 2.9 | 2.9 | S - SF | L - SF | L - LF |
|
|
|
|
| N°6 UNF (40) | 3.2 | 3.2 | S - SF | L - SF | L - LF | LF |
|
|
|
| N°8 UNF (36) | 3.9 | 3.9 | S - SF | L - SF | L - LF | LF |
|
|
|
| N°10 UNF (32) | 4.4 | 4.4 | S - SF | S - SF | L - LF | LF |
|
|
|
| N°12 UNF (28) | 5.0 | 5.0 | S - SF | S - SF | L - LF | LF |
|
|
|
| 1/4 UNF (28) | 5.9 | 5.9 | S - SF | S - SF | L - LF | LF |
|
|
|
| 5/16 UNF (24) | 7.4 | 7.4 | S - SF | S - SF | L - SF | L - LF | LF | LF |
|
| 3/8 UNF (24) | 9.0 | 9.0 | S - SF | S - SF | S - SF | L - SF | L - LF | LF |
|
| 7/16 UNF (20) | 10.4 | 10.4 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| 1/2 UNF (20) | 12.1 | 12.1 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| 9/16 UNF (18) | 13.6 | 13.6 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | LF |
| 5/8 UNF (18) | 15.2 | 15.2 | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | L - LF | LF | 3/4 UNF (16) | 18.3 | 18.3 | S - SF | S - SF | S - SF | S - SF | L - SF | L - LF | L - LF | L - LF | NPT |
|
|
|
|
|
|
|
|
|
| 1/8NPT |
|
|
|
|
|
|
|
|
|
| 1/4NPT |
|
|
|
|
|
|
|
|
|
| 3/8NPT |
|
|
|
|
|
|
|
|
|
| 1/2NPT |
|
|
|
|
|
|
|
|
|
| 3/4NPT |
|
|
|
|
|
|
|
|
|
| 1/1NPT |
|
|
|
|
|
|
|
|
|
|
Таблица 2. Подбор диаметра термосверла под необходимый размер отверстия под резьбу в мм. Таблица 2. Подбор диаметра термосверла под необходимый размер отверстия под резьбу в мм. | Размер резьбы
| СТАЛЬ | НЕРЖАВЕЮЩАЯ СТАЛЬ
| | METRIC-THREAD | диаметр термосверла
| диаметр термосверла | | M3X0.5 | 2.7 | 2.7 | | M4X0.7 | 3.7 | 3.7 | | M5X0.8 | 4.5 | 4.6 | | M6X1.0 | 5.3 | 5.4 | | M8X1.25 | 7.3 | 7.4 | | M10X1.5 | 9.2 | 9.3 | | M12X1.75 | 10.9 | 10.9 | | M14X2.0 | 13.0 | 13.0 | | M16X2.0 | 14.8 | 14.8 | | M18X2.5 | 16.7 | 16.7 | | M20X2.5 | 18.7 | 18.7 | | BSP-THREAD |
|
| | 1/8BSP | 9.2 | 9.2 | | 1/4 BSP | 12.4 | 12.4 | | 3/8 BSP | 15.9 | 15.9 | | 1/2 BSP | 19.9 | 19.9 | | 3/4 BSP | 25.4 | 25.4 | | 1/1 BSP | 31.9 | 31.9 | | UNC-THREAD |
|
| | N°5 UNC (40) | 2.9 | 2.9 | | N°6 UNC (32) | 3.1 | 3.1 | | N°8 UNC (32) | 3.8 | 3.8 | | N°10 UNC (24) | 4.3 | 4.3 | | N°12 UNC (24) | 4.9 | 4.9 | | 1/4 UNC (20) | 5.7 | 5.7 | | 5/16 UNC (18) | 7.2 | 7.2 | | 3/8 UNC (16) | 8.7 | 8.7 | | 7/16 UNC (14) | 10.2 | 10.2 | | 1/2 UNC (13) | 11.7 | 11.7 | | 9/16 UNC (12) | 13.2 | 13.2 | | 5/8 UNC (11) | 14.7 | 14.7 | | 3/4 UNC (10) | 17.8 | 17.8 | | METRIC-FINE |
|
| | M6X0.75 | 5.6 | 5.6 | | M6X0.5 | 5.8 | 5.8 | | M8X1.0 | 7.5 | 7.5 | | M8X0.75 | 7.6 | 7.6 | | M10X1.25 | 9.3 | 9.3 | | M10X1.0 | 9.5 | 9.5 | | M12X1.5 | 11.2 | 11.2 | | M12X1.0 | 11.5 | 11.5 | | M16X1.5 | 15.2 | 15.2 | | M16X1.0 | 15.5 | 15.5 | | M18X1.5 | 17.2 | 17.2 | | UNF-THREAD |
|
| | N°5 UNF (44) | 2.9 | 2.9 | | N°6 UNF (40) | 3.2 | 3.2 | | N°8 UNF (36) | 3.9 | 3.9 | | N°10 UNF (32) | 4.4 | 4.4 | | N°12 UNF (28) | 5.0 | 5.0 | | 1/4 UNF (28) | 5.9 | 5.9 | | 5/16 UNF (24) | 7.4 | 7.4 | | 3/8 UNF (24) | 9.0 | 9.0 | | 7/16 UNF (20) | 10.4 | 10.4 | | 1/2 UNF (20) | 12.1 | 12.1 | | 9/16 UNF (18) | 13.6 | 13.6 | | 5/8 UNF (18) | 15.2 | 15.2 | | 3/4 UNF (16) | 18.3 | 18.3 | | NPT-THREAD |
|
| | 1/8NPT |
|
| | 1/4NPT |
|
| | 3/8NPT |
|
| | 1/2NPT |
|
| | 3/4NPT |
|
| | 1/1NPT |
|
|
Таблица 3. Необходимые характеристики оборудования ([об/мин], [кВт] / [л.с.]). Таблица 3. Необходимые характеристики оборудования ([об/мин], [кВт] / [л.с.]). Диаметр сверла (мм) | СТАЛЬ| Диапазон скоростей [об/мин] | Мощность двигателя [кВт]/ [л.с.]
|
| НЕРЖАВЕЮЩАЯ СТАЛЬ| Диапазон скоростей [об/мин] | Мощность двигателя [кВт]/ [л.с.] |
| | 2.0 to 2.9 | 2700-3300 | 0.8 / 1.07 | 2300-2900 | 0.8 / 1.07 | | 3.0 to 3.9 | 2700-3300 | 0.8 / 1.07 | 2300-2900 | 0.8 / 1.07 | | 4.0 to 4.9 | 2500-3100 | 1.0 / 1.35 | 2200-2800 | 1.0 / 1.35 | | 5.0 to 5.9 | 2500-3100 | 1.0 / 1.35 | 2200-2800 | 1.0 / 1.35 | | 6.0 to 6.9 | 2500-3100 | 1.2 / 1.60 | 2200-2800 | 1.2 / 1.60 | | 7.0 to 7.9 | 2200-2800 | 1.5 / 2.00 | 1800-2400 | 1.5 / 2.00 | | 8.0 to 8.9 | 2200-2800 | 1.5 / 2.00 | 1800-2400 | 1.5 / 2.00 | | 9.0 to 9.9 | 1900-2500 | 1.8 / 2.40 | 1600-2200 | 1.8 / 2.40 | | 10.0 to 10.9 | 1700-2300 | 2.0 / 2.70 | 1500-2100 | 2.0 / 2.70 | | 11.0 to 11.9 | 1700-2300 | 2.0 / 2.70 | 1500-2100 | 2.0 / 2.70 | | 12.0 to 12.9 | 1700-2300 | 2.0 / 2.70 | 1500-2100 | 2.0 / 2.70 | | 13.0 to 13.9 | 1500-2100 | 2.2 / 2.95 | 1300-1900 | 2.2 / 2.95 | | 14.0 to 14.9 | 1300-1900 | 2.5 / 3.35 | 1100-1700 | 2.5 / 3.35 | | 15.0 to 15.9 | 1200-1800 | 2.5 / 3.35 | 1050-1650 | 2.5 / 3.35 | | 16.0 to 16.9 | 1200-1800 | 2.5 / 3.35 | 1050-1650 | 2.5 / 3.35 | | 17.0 to 17.9 | 1200-1800 | 3.0 / 4.05 | 1050-1650 | 3.0 / 4.05 | | 18.0 to 18.9 | 1000-1400 | 3.0 / 4.05 | 900-1300 | 3.0 / 4.05 | | 19.0 to 19.9 | 800-1200 | 3.0 / 4.05 | 700-1100 | 3.0 / 4.05 | | 20.0 to 20.9 | 800-1200 | 3.0 / 4.05 | 700-1100 | 3.0 / 4.05 | | 21.0 to 21.9 | 800-1200 | 3.5 / 4.70 | 700-1100 | 3.5 / 4.70 | | 22.0 to 22.9 | 800-1200 | 3.5 / 4.70 | 700-1100 | 3.5 / 4.70 | | 23.0 to 23.9 | 700-1100 | 3.8 / 5.10 | 650-1050 | 3.8 / 5.10 | | 24.0 to 24.9 | 700-1100 | 4.0 / 5.37 | 650-1050 | 4.0 / 5.37 | | 25.0 to 25.9 | 700-1100 | 4.0 / 5.37 | 600-1000 | 4.0 / 5.37 |
Таблица 4. Максимальная толщина обрабатываемой стенки.
Таблица 4. Максимальная толщина обрабатываемой стенки. | Диаметр сверла (мм) | Короткое сверло | Короткое/срезающее
| Длинное сверло | Длинное/Срезающее | | 2.0 to 2.9 | 1.5 | 0.06 | 2.0 | 0.08 | 2.5 | 0.10 | 3.0 | 0.12 | | 3.0 to 3.9 | 1.5 | 0.06 | 2.0 | 0.08 | 2.5 | 0.10 | 4.0 | 0.16 | | 4.0 to 4.9 | 2.0 | 0.08 | 2.5 | 0.10 | 2.5 | 0.10 | 4.0 | 0.16 | | 5.0 to 5.9 | 2.0 | 0.08 | 2.5 | 0.10 | 3.0 | 0.12 | 4.0 | 0.16 | | 6.0 to 6.9 | 2.5 | 0.10 | 3.0 | 0.12 | 3.5 | 0.14 | 5.0 | 0.20 | | 7.0 to 7.9 | 2.5 | 0.10 | 3.0 | 0.12 | 4.0 | 0.16 | 6.0 | 0.24 | | 8.0 to 8.9 | 3.0 | 0.12 | 4.0 | 0.16 | 4.5 | 0.18 | 6.0 | 0.24 | | 9.0 to 9.9 | 3.0 | 0.12 | 4.0 | 0.16 | 5.0 | 0.20 | 6.0 | 0.24 | | 10.0 to 10.9 | 3.0 | 0.12 | 4.0 | 0.16 | 6.0 | 0.24 | 7.0 | 0.28 | | 11.0 to 11.9 | 3.0 | 0.12 | 4.0 | 0.16 | 6.0 | 0.24 | 7.0 | 0.28 | | 12.0 to 12.9 | 3.0 | 0.12 | 4.0 | 0.16 | 6.0 | 0.24 | 7.0 | 0.28 | | 13.0 to 13.9 | 3.5 | 0.14 | 4.5 | 0.18 | 6.0 | 0.24 | 7.0 | 0.28 | | 14.0 to 14.9 | 3.5 | 0.14 | 4.5 | 0.18 | 6.0 | 0.24 | 7.0 | 0.28 | | 15.0 to 15.9 | 3.5 | 0.14 | 4.5 | 0.18 | 7.0 | 0.28 | 8.5 | 0.34 | | 16.0 to 16.9 | 3.5 | 0.14 | 4.5 | 0.18 | 7.0 | 0.28 | 8.5 | 0.34 | | 17.0 to 17.9 | 4.0 | 0.16 | 5.0 | 0.20 | 8.0 | 0.32 | 10.0 | 0.40 | | 18.0 to 18.9 | 4.0 | 0.16 | 5.0 | 0.20 | 8.0 | 0.32 | 10.0 | 0.40 | | 19.0 to 19.9 | 4.0 | 0.16 | 5.0 | 0.20 | 10.0 | 0.40 | 12.0 | 0.47 | | 20.0 to 20.9 | 4.0 | 0.16 | 5.0 | 0.20 | 10.0 | 0.40 | 12.0 | 0.48 | | 21.0 to 21.9 | 4.0 | 0.16 | 5.0 | 0.20 | 10.0 | 0.40 | 12.0 | 0.48 | | 22.0 to 22.9 | 4.0 | 0.16 | 5.0 | 0.20 | 10.0 | 0.40 | 12.0 | 0.48 | | 23.0 to 23.9 | 4.0 | 0.16 | 5.0 | 0.20 | 10.0 | 0.40 | 12.0 | 0.48 | | 24.0 to 24.9 | 4.0 | 0.16 | 5.0 | 0.20 | 10.0 | 0.40 | 12.0 | 0.48 | | 25.0 to 25.9 | 4.0 | 0.16 | 5.0 | 0.20 | 10.0 | 0.40 | 12.0 | 0.48 |
Таблица 5. Режимы формирования резьбы. Таблица 5. Режимы формирования резьбы. Размер резьбы
| СТАЛЬ | НЕРЖАВЕЮЩАЯ СТАЛЬ
| METRIC-THREAD | Окружная периферийная скорость около 7- 10 м/мин. | Окружная периферийная скорость около 3- 5 м/мин. | | M3X0.5 | 800 [об/мин] | 400 [об/мин] | | M4X0.7 | 700 [об/мин] | 350 [об/мин] | | M5X0.8 | 600 [об/мин] | 300 [об/мин] | | M6X1.0 | 500 [об/мин] | 250 [об/мин] | | M8X1.25 | 400 [об/мин] | 200 [об/мин] | | M10X1.5 | 320 [об/мин] | 160 [об/мин] | | M12X1.75 | 270 [об/мин] | 130 [об/мин] | | M14X2.0 | 230 [об/мин] | 120 [об/мин] | | M16X2.0 | 200 [об/мин] | 100 [об/мин] | | M18X2.5 | 180 [об/мин] | 100 [об/мин] | | M20X2.5 | 160 [об/мин] | 90 [об/мин] | BSP-THREAD |
|
| | 1/8BSP | 320 [об/мин] | 160 [об/мин] | | 1/4 BSP | 270 [об/мин] | 130 [об/мин] | | 3/8 BSP | 200 [об/мин] | 100 [об/мин] | | 1/2 BSP | 160 [об/мин] | 90 [об/мин] | | 3/4 BSP | 140 [об/мин] | 80 [об/мин] | | 1/1 BSP | 120 [об/мин] | 60 [об/мин] | UNC-THREAD |
|
| | N°5 UNC (40) | 800 [об/мин] | 400 [об/мин] | | N°6 UNC (32) | 800 [об/мин] | 400 [об/мин] | | N°8 UNC (32) | 700 [об/мин] | 350 [об/мин] | | N°10 UNC (24) | 700 [об/мин] | 350 [об/мин] | | N°12 UNC (24) | 600 [об/мин] | 300 [об/мин] | | 1/4 UNC (20) | 500 [об/мин] | 250 [об/мин] | | 5/16 UNC (18) | 400 [об/мин] | 200 [об/мин] | | 3/8 UNC (16) | 350 [об/мин] | 175 [об/мин] | | 7/16 UNC (14) | 320 [об/мин] | 160 [об/мин] | | 1/2 UNC (13) | 270 [об/мин] | 130 [об/мин] | | 9/16 UNC (12) | 230 [об/мин] | 120 [об/мин] | | 5/8 UNC (11) | 200 [об/мин] | 100 [об/мин] | | 3/4 UNC (10) | 180 [об/мин] | 100 [об/мин] | METRIC-FINE |
|
| M6X0.75 | 500 [об/мин] | 250 [об/мин] | M6X0.5 | 500 [об/мин] | 250 [об/мин] | M8X1.0 | 400 [об/мин] | 200 [об/мин] | M8X0.75 | 400 [об/мин] | 200 [об/мин] | M10X1.25 | 320 [об/мин] | 160 [об/мин] | M10X1.0 | 320 [об/мин] | 160 [об/мин] | M12X1.5 | 270 [об/мин] | 130 [об/мин] | M12X1.0 | 270 [об/мин] | 130 [об/мин] | M16X1.5 | 200 [об/мин] | 100 [об/мин] | M16X1.0 | 200 [об/мин] | 100 [об/мин] | M18X1.5 | 180 [об/мин] | 100 [об/мин] | UNF-THREAD |
|
| N°5 UNF (44) | 800 [об/мин] | 400 [об/мин] | N°6 UNF (40) | 800 [об/мин] | 400 [об/мин] | N°8 UNF (36) | 700 [об/мин] | 350 [об/мин] | N°10 UNF (32) | 700 [об/мин] | 350 [об/мин] | N°12 UNF (28) | 600 [об/мин] | 300 [об/мин] | 1/4 UNF (28) | 500 [об/мин] | 250 [об/мин] | 5/16 UNF (24) | 400 [об/мин] | 200 [об/мин] | 3/8 UNF (24) | 350 [об/мин] | 175 [об/мин] | 7/16 UNF (20) | 320 [об/мин] | 160 [об/мин] | 1/2 UNF (20) | 270 [об/мин] | 130 [об/мин] | 9/16 UNF (18) | 230 [об/мин] | 120 [об/мин] | 5/8 UNF (18) | 200 [об/мин] | 100 [об/мин] | 3/4 UNF (16) | 180 [об/мин] | 100 [об/мин] | NPT-THREAD |
|
| 1/8NPT | 320 [об/мин] | 160 [об/мин] | 1/4NPT | 270 [об/мин] | 130 [об/мин] | 3/8NPT | 200 [об/мин] | 100 [об/мин] | 12NPT | 160 [об/мин] | 90 [об/мин] | 3/4NPT | 140 [об/мин] | 80 [об/мин] | 1/1NPT | 120 [об/мин] | 60 [об/мин] |
Таблица 6. Результаты испытаний FORMDRILL.
Таблица 6. Результаты испытаний FORMDRILL | Размер резьбы | Толщина стенки | DIN WELD NUTS | OUR RESULTS | TORQUE | КЛАСС | | M4 | 1.0 | 5.250 | 5.260 | 5.0 | 6 | | M4 | 2.0 | 8.750 | 8.280 | 9.0 | 8 | | M5 | 1.0 | 8.500 | 9.550 | 8.0 | 6 | | M5 | 1.5 | 11.400 | 12.250 | 11.0 | 8 | | M5 | 2.0 | 14.200 | 14.940 | 13.0 | 10 | | M6 | 1.5 | 12.000 | 13.400 | 16.0 | 6 | | M6 | 2.0 | 16.000 | 17.350 | 20.0 | 8 | | M6 | 3.0 | 24.000 | +24.000 | 26.0 | 12 | | M8 | 2.0 | 22.000 | 26.000 | 27.0 | 6 | | M8 | 3.0 | 36.500 | 40.000 | 51.0 | 10 | | M8 | 4.0 | 43.000 | +45.000 | 65.0 | 12 | | M10 | 3.0 | 46.000 | 51.700 | 64.0 | 8 | | M10 | 4.0 | 69.500 | 69.800 | 96.0 | 12 | | M12 | 3.0 | 50.500 | 66.000 | 134.0 | 6 | | M12 | 4.0 | 84.000 | 86.800 | 161.0 | 10 | | M12 | 5.0 | 84.000 | 97.000 | 267.0 | 10 | | M16 | 3.0 | 94.000 | 94.220 | - | 6 | | M16 | 4.0 | 94.000 | 107.300 | - | 6 | | M16 | 5.0 | 126.000 | 134.400 | - | 8 | | M20 | 3.0 | 122.000 | 136.000 | - | 5 | | M20 | 4.0 | 147.000 | 151.800 | - | 6 | | M20 | 5.0 | 196.000 | +200.000 | - | 8 |
График 1. Аксиальная скорость для обработки низкоуглеродистой стали.
График 1. Аксиальная скорость для обработки низкоуглеродистой стали.
| 

")
")
")
")
")
")
")
")